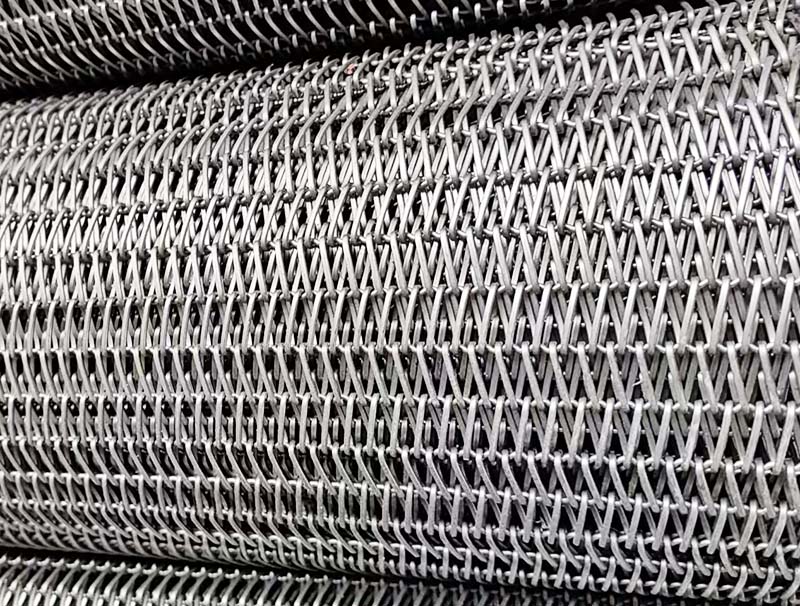
In the intricate ecosystem of modern manufacturing, the efficiency of material handling often dictates the overall productivity of the entire operation. At the heart of this logistical chain lies a seemingly simple yet technologically sophisticated component: the stainless steel mesh belt. Far from being a mere accessory, a high-quality stainless steel conveyor belt serves as the circulatory system of countless production lines, ensuring the seamless, reliable, and precise movement of goods through various stages of fabrication.
The fundamental superiority of stainless steel mesh belts begins with their robust structural design. Unlike plastic modular belts or rubber conveyors, stainless steel variants are engineered for resilience. Their straightforward structure facilitates ease of installation and, critically, simplifies maintenance procedures. In high-stakes industrial environments where downtime equates to significant financial loss, the ability to quickly inspect, repair, or replace sections of a belt is invaluable. Each belt undergoes meticulous quality detection at every stage of its manufacture—from wire drawing to weaving and edge welding. This rigorous quality assurance protocol ensures dimensional accuracy and structural integrity, guaranteeing that the final product performs flawlessly under duress.
One of the most defining technical advantages of these belts is their positive drive mechanism. Utilizing precisely machined sprockets, stainless steel mesh belts offer accurate transmission without slippage. This is a stark contrast to friction-based belt systems that can drift or lose traction, especially under heavy loads or high temperatures. The inherent rigidity of steel also means the belt is resistant to elongation and breakage, providing a level of reliability essential for continuous production cycles. Furthermore, the metal-on-metal interaction is naturally lubricated by the environment or food-grade oils, resulting in low noise levels during operation—a crucial factor in facilities aiming to meet stringent occupational health and safety standards.
Material selection is perhaps the most critical decision in specifying a mesh belt, as it directly impacts corrosion resistance, strength, and longevity. The industry standard typically revolves around two grades: SS304 and SS201.

SS304 stainless steel is widely regarded as the gold standard for general industrial applications. With a density of approximately 7.93 g/cm³, it offers excellent formability and superior resistance to oxidation and corrosion, thanks to its high chromium and nickel content. It is the preferred choice for food processing, chemical washing, and environments where hygiene and rust prevention are paramount.
Conversely, SS201 stainless steel provides a cost-effective alternative. With a density of around 7.80 g/cm³, it utilizes manganese and nitrogen to partially replace nickel. While slightly less corrosion-resistant than 304, it offers higher yield strength and is perfectly suited for drier, indoor environments where exposure to harsh chemicals or moisture is minimal.
The true versatility of stainless steel mesh belts, however, lies in their customizability. Key parameters such as wire diameter and pitch (the distance between spirals) are not standardized but are tailored to the specific mechanical stresses and thermal requirements of the application.
Consider the demanding process of veneer drying in the wood industry. Here, the belt acts as a permeable platform, requiring hot air to pass through the mesh to dry the wood evenly. To maximize surface area contact and minimize obstruction of airflow, these belts utilize relatively fine wires. Typically, the wire diameter ranges from 1.2mm to 1.8mm, and the pitch is kept small. This delicate balance ensures the belt is light enough to operate efficiently while still supporting the weight of the wood veneer without sagging.
In stark contrast, the glass manufacturing sector imposes entirely different demands. Glass sheets or containers, when annealed or tempered, are extremely heavy and subjected to intense radiant heat. For these applications, the mesh belt must possess exceptional tensile strength and structural stability. Consequently, the wire diameter is significantly thicker, often starting at 3mm, and the pitch is larger to accommodate thermal expansion and facilitate cooling. This robust construction prevents deformation under extreme temperatures and supports massive loads without compromising the flatness of the glass.

Beyond these examples, stainless steel mesh belts find applications in annealing furnaces, food baking ovens, and electronic component cleaning lines. Their ability to withstand extreme temperatures—ranging from cryogenic freezing to over 1000°C—makes them indispensable. By combining the right material grade (SS304 vs. SS201) with precise engineering of wire diameter and pitch, manufacturers can deploy a conveying solution that optimizes energy consumption, reduces maintenance frequency, and ultimately enhances the longevity and profitability of their industrial assets. Investing in a precision-engineered stainless steel mesh belt is not merely a purchase of hardware; it is an investment in the reliability and efficiency of your entire production infrastructure.
 RELATED
RELATED
 RELATED
RELATED
Copyright By © Shandong Shine Machinery Co.,Ltd